“Direct Green Power” on the Rise: New Opportunities for Cost Reduction and Carbon Emission Cuts in High-Energy-Consumption Industries
By Lin Dianchi, 21st Century Business Herald, Chifeng Report
Walking into the Yuanbaoshan Industrial Park in Chifeng High-Tech Zone, rows of interlaced pipelines, ultra-large ammonia storage tanks, and wind turbines in the distance form a striking industrial landscape.
This site hosts the world’s largest green hydrogen-ammonia project and is also one of the demonstration projects for a 100% direct green power supply. Envision Group’s Chifeng Zero-Carbon Hydrogen Energy Industrial Park has been in operation for over 22 months.
This model is now gaining strong policy support.
In mid-2025, the National Development and Reform Commission (NDRC) and the National Energy Administration jointly issued the Notice on Orderly Promoting the Development of Direct Green Power Connection. For the first time, the notice defines “direct green power connection” at the national level: this refers to a model where renewable energy sources such as wind, solar, or biomass electricity do not feed into the public grid but are delivered directly to a single electricity user via dedicated transmission lines, enabling clear physical traceability of electricity supply.
Crucially, the notice specifies that the investment and operational entities for direct green power projects do not include grid companies, opening the door for market players to participate.
During the 2025 Chifeng Zero-Carbon Industry Conference, Sun Jie, President of Envision Energy’s Zero-Carbon Integrated Energy Product Line, told reporters, including those from 21st Century Business Herald, that in most regions, the cost of Envision’s direct green power is approximately RMB 0.2 per kWh. Retail electricity prices vary due to local grid transmission and distribution fees, as well as regional resource endowments, but Envision is confident it can keep the delivered electricity price below RMB 0.4 per kWh, maintaining strong competitiveness.
Unlocking Cost Reduction Potential in High-Energy-Consumption Industries
Historically, electricity markets were relatively closed, and all market participants could only trade via the grid. Today, policies allow multilateral trading, enabling power generators to directly supply green electricity to end users—the essence of direct green power connection.
Following the policy release, a National Energy Administration official explained that the rationale behind the direct green power initiative is threefold:
-
To meet the need for proximate consumption of renewable energy.
-
To satisfy user demand for green electricity.
-
To provide users with more options to reduce electricity costs.
High-energy-consumption industries—such as steel, metallurgy, and non-ferrous sectors like electrolytic aluminum and copper—have substantial potential for this model. Due to their high electricity intensity and sensitivity to power costs, these industries are seeking integrated direct green power solutions to achieve cost reduction, carbon reduction, and sustainable development.
For example, traditional steelmaking has long pursued energy optimization measures, such as recovering residual heat, pressure, and electricity through captive power plants, and implementing cascading energy utilization. While these practices remain valuable, the focus is now shifting toward deep integration with green electricity, as the industry accelerates the transition from long-process to short-process steelmaking, where electricity accounts for a larger share of total energy consumption.
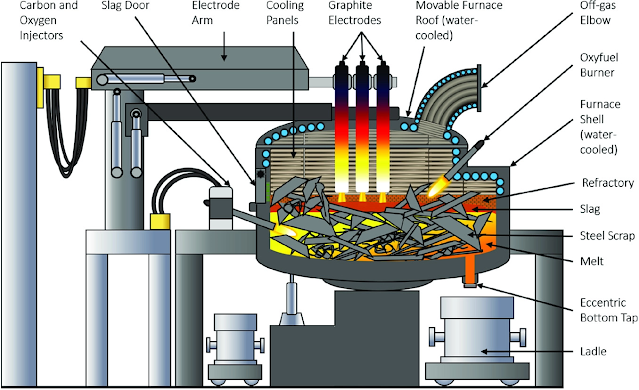
Sun Jie notes that short-process steelmaking relies primarily on electric arc furnaces (EAF), making electricity the core energy input. In long-process steelmaking, electricity accounts for only 20–30% of total energy consumption; in short-process, this rises to 60–70%. Although overall efficiency improves, the electricity intensity is significantly higher, making the transition to green electricity a critical issue.
Previously, steel enterprises mainly relied on coal-fired captive power plants. Now, under policy and market pressures, these coal plants are gradually being phased out, requiring green electricity replacements.
According to Sun Jie, many steel companies are actively exploring the direct green power model, supplying factories directly via wind and solar energy to achieve cleaner operations.
Even for existing loads, artificial intelligence (AI) can further optimize electricity usage strategies.
Carbon Management as a Key Driver
The full transition to green electricity is also driven by carbon management imperatives, a core concern for the steel industry. Domestically, the steel sector is included in China’s national carbon emission trading system. Internationally, the Carbon Border Adjustment Mechanism (CBAM) targets steel for regulation.
Downstream customers, such as automakers, increasingly require transparency on the carbon footprint of steel products, not only in terms of green electricity use but also tracking full lifecycle CO₂ emissions per ton of steel.
Sun Jie explains that the effect of green electricity on lowering prices varies by region. In most areas, Envision can keep the levelized cost of electricity (LCOE) at about RMB 0.2 per kWh. Final delivered electricity prices fluctuate due to local transmission and distribution fees, but Envision aims to maintain them below RMB 0.4 per kWh.
Actual results depend on local resource endowments and green electricity penetration. For instance, regions with abundant wind and solar resources will naturally see lower costs than those with weaker renewable potential.
He cites a recent collaboration with a steel company in Shandong. The regional average electricity price for industrial and commercial users is as high as RMB 0.67 per kWh, with dense load and high demand. Through a direct green power connection, Envision can help reduce electricity costs by at least RMB 0.1 per kWh.
Sun emphasizes that this reduction is not the technical or cost limit, but constrained by unavoidable grid transmission fees. From a green power generation standpoint, costs are already significantly lower than local coal-fired electricity.
However, he acknowledges that even savings of RMB 0.1 per kWh may not fully satisfy customers, who compare costs with regions rich in renewable resources (e.g., Inner Mongolia, around RMB 0.4 per kWh) and expect greater reductions. This highlights market sensitivity to green electricity economics and regional electricity cost disparities.
Implementing Direct Green Power
Direct green power is not a plug-and-play solution. Sun Jie emphasizes that project success depends on user load characteristics. “We do not pre-select industries; we examine whether the load is adjustable and dispatchable. For users in fine chemicals, coal chemicals, or other chemical sectors, we first assess production process, load profile, and flexibility.”
If load flexibility is high (e.g., 70–80% adjustable), companies gain greater operational flexibility and resilience, since wind and solar are intermittent. Flexible loads enable economic and stable energy management.
Conversely, rigid loads—such as high-temperature furnaces that cannot be interrupted—require the power supply to fully accommodate demand, creating challenges for matching intermittent renewable generation.
Here, energy storage systems are essential, but sizing is not merely stacking equipment; it requires precise calculations to balance installed renewable capacity and storage for maximum economic benefit.
Additionally, renewable facilities alone are insufficient. AI-enabled intelligent energy management is critical in zero-carbon parks or direct green power projects.
Sun reveals that Envision has advanced from medium- and long-term electricity forecasting to day-ahead, intraday, and even ultra-short-term (minute-level) predictions of load and renewable output. AI dynamically optimizes charging/discharging strategies of storage systems to match near-future demand.
Without AI-driven optimization, traditional renewable stacking may fail during low-wind, low-sun periods or with inflexible loads, risking power shortages, industrial accidents, and inability to operate off-grid. AI-enabled scheduling is key to building resilient, cost-effective zero-carbon energy systems.
Commercial Viability and Load-Side Transformation
Beyond policy support, load-side adaptability is crucial for commercial viability.
Zhang Yuan, Zero-Carbon Strategy GM at Envision Technology Group, states: “This is a gradual process. We are collaborating with electrolytic aluminum enterprises and observe continuous innovation in production processes. Previously, firms lacked incentives to modify high-stability electrolytic processes. Now, with strong economic incentives, such as lower electricity prices, they are motivated to pursue process upgrades.”
Electrolytic aluminum is historically a high-energy-consumption sector, requiring about 12,000 kWh per ton of aluminum. Enterprises have traditionally sought low electricity prices, sometimes relocating operations to regions with cheaper, stable power. For example, many firms moved from Shandong to Yunnan, where hydropower is inexpensive and reliable.
.jpg)




















.jpg)






